


- Брус
- Доска обрезная
- Доска необрезная
- Доска шпунтованная
- Блок-хаус
- Имитация бруса
- Евровагонка
- Брус монтажный
- Фанера, ДВП, ДСП, ОСП
- Срубы
- Межвенцовый утеплитель
- Защита древесины
- Пиломатериалы из лиственницы
- Производство деревянных поддонов
- Лестничные элементы
- Террасная доска "Вельвет", лиственница
- Палубная доска, лиственица
- Планкен, лиственница
- Пиломатериалы из лиственных пород
ГОСТ 15612-85 "Изделия из древесины и древесных материалов. Методы определения параметров шероховатости поверхности." ← Все статьи
МЕЖГОСУДАРСТВЕННЫЙСТАНДАРТ
ИЗДЕЛИЯ ИЗДРЕВЕСИНЫ
И ДРЕВЕСНЫХ МАТЕРИАЛОВ
Методы определения параметров
шероховатости поверхности
ГОСТ 15612-85*
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
| ИЗДЕЛИЯ ИЗ ДРЕВЕСИНЫ И ДРЕВЕСНЫХ МАТЕРИАЛОВ Методы определения параметров шероховатости поверхности Products of wood and wooden materials. Methods for determining surface roughness parameters |
ГОСТ 15612-85* (CT СЭВ 4689-84) Взамен ГОСТ 15612-78 |
Постановлением Государственного комитетаСССР по стандартам от 26.03.85 № 828 срок введения установлен
с 01.01.86
Снято ограничение срока действия попротоколу № 7-95 Межгосударственного Совета по стандартизации, метрологии исертификации (ИУС 11-95)
Настоящийстандарт распространяется на изделия из древесины и древесных материалов иустанавливает методы определения параметров шероховатости поверхности Rmmax, Rm, Rz, Ra и Sz по ГОСТ7016-82, а также метод контроля шероховатости поверхности изделий пообразцам шероховатости.
(Измененнаяредакция, Изм. № 1).
1.МЕТОД ОПРЕДЕЛЕНИЯ ПАРАМЕТРА Rmmax
1.1. Аппаратура
Измерительныеприборы светового или теневого сечения, индикаторные глубиномеры, позволяющиевыполнять измерения неровностей высотой от 25 до 1600 мкм.
(Измененнаяредакция, Изм. № 1).
1.2. Подготовка к измерениям
1.2.1.Измерительные приборы выбирают в соответствии с п. 1.1 так, чтобы ожидаемое расстояние от высшей до низшейточки наибольшей неровности Hmax контролируемойповерхности находилось в пределах диапазона измерений.
1.2.2. Приприменении индикаторного глубиномера индикатор часового типа фиксируют вколодке так, чтобы измерительный наконечник выступал над опорной плоскостьюколодки на величину хода от 1,6 до 2,0 мм (черт. 1). Глубиномер устанавливают опорной плоскостью колодки наплоскопараллельное стекло или контрольную плитку размерами не менее 25´100 мм исовмещают стрелку индикатора с нулевым делением шкалы.
Примечание. Поверхность измерительного наконечника, контактирующая споверхностью древесины, должна иметь форму полусферы радиусом (4,0±0,1) мм.
1.3. Проведение измерений
1.3.1. Врезультате визуального осмотра контролируемой поверхности выбирают наиболеекрупные неровности для их измерения.
1.3.2.Количество измерений должно быть не менее пяти.
1.3.3. Приизмерении оптическими средствами типа прибора светового сечения или микроскопатеневого сечения для измерения неровностей применяют винтовой окулярныймикрометр. Длина участка, на котором производят измерение, должна быть болеедвух шагов неровностей по впадинам.
Винтовойокулярный микрометр устанавливают так, чтобы одна из визирных нитей былапараллельна средней линии профиля. При измерении расстояния от высшей до низшейточки выбранной наибольшей неровности визирную нить окулярного микрометра,параллельную средней линии профиля, совмещают сначала с вершиной гребня иотсчитывают показание S1i микрометра, а затем с дном впадины иотсчитывают показание S2i микрометра.
Показания S1i и S2i записывают вжурнал (приложение 2).
1.3.4. Приизмерении высоты неровностей индикаторным глубиномером последний устанавливаютна контролируемую поверхность так, чтобы конец измерительного наконечникаиндикатора касался дна наибольшей впадины. При измерении индикаторныйглубиномер должен опираться на контролируемую поверхность только собственноймассой. Отсчет по шкале индикатора, взятый с учетом вращения стрелки от 0против хода часовой стрелки, соответствует расстоянию от высшей до низшей точкиi-й неровности (Hmax i).
Значение Hmax i записывают в журнал (приложение 3).
1 - шкала индикатора; 2 -стопорный винт; 3 - колодка; 4 - измерительный наконечник
Черт. 1
1.4. Обработка результатов
1.4.1.Расстояние от высшей до низшей точки неровности (Hmaxi), измеренное оптическими средствами измерений, вмикрометрах вычисляют по формуле
 (1)
(1)
где S1i, S2i - показанияокулярного микрометра в делениях шкалы;
5/N - цена деления шкалы окулярного микрометра, мкм;
N - увеличение объектива.
1.4.2. Параметр шероховатости(Rmmax) в микрометрахвычисляют по формуле
 (2)
(2)
где Hmax i - расстояние от высшей до низшей точки i-й неровности, мкм;
n - число измерений.
1.4.3. Припроведении научно-исследовательских работ или поверке образцов шероховатостиотклонение параметра шероховатости (Rmmax) от среднегозначения DRmmax определяют в соответствии с приложением7.
2.МЕТОД ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ Rm, Rz, Sz
2.1. Аппаратура
2.1.1. Профилографыпо ГОСТ 19300-86, позволяющие выполнять измерения неровностей от 10 до 1000мкм. Радиус иглы щупа должен быть (1,5±0,1) мм.
Допускаетсяприменение профилометров с автоматическим расчетом параметров Rm и rz по заданной программе.
(Измененная редакция,Изм. № 1).
2.1.2. Линейкаизмерительная металлическая по ГОСТ 427-75и штангенциркуль ШЦ-1- 125-0,1 по ГОСТ 166-89.
2.1.3. Сосуд длявыдерживания образцов в воде.
2.1.4. Термометрпо ГОСТ28498-90.
2.2. Подготовка к измерениям
2.2.1. Общие правилаотбора образцов - по нормативно-техническим документам (НТД) на конкретнуюпродукцию.
2.2.2. Размеры образцов щитовых деталей должны быть 200´100 мм, длина образцов брусковых деталей - не более 200 мм.При больших размерах изделий из них вырезают образцы этих размеров.
Примечание. При использовании накладных приборов контролируемые деталимогут быть любых размеров.
2.2.3. Количество образцов, вырезаемых из одной детали, на которыхдолжны быть выполнены измерения шероховатости, должно быть равно 6 шт. - дляплитных материалов и 3 шт. - для других видов материалов (при этом длиннаясторона образца должна быть перпендикулярна к направлению следов обработки).
2.2.4. В случае, когда в НТД на конкретные изделия установленотребование к вымачиванию образцов перед измерением, их выдерживают в воде втечение 2 ч±5 мин при температуре (20±2) °С, поместив их в сосуд свободно плавающими, испытуемойповерхностью вниз.
2.2.5. Количество участков отсчета m, равных базовой длине, на одном образце должно быть приопределении параметра Rm - 10 шт.,параметров Rz и Sz - 5 шт.
2.2.6.Расположение участков отсчета на контролируемой поверхности должно бытьравномерным, но не ближе 3 мм друг от друга и 20 мм от края образца.
Допускается измерениепараметров на участках, расположенных последовательно друг за другом всоответствии с черт. 2.
2.2.7. Направление записи должно выбираться таким, чтобы напрофилограмме фиксировались наибольшие неровности.
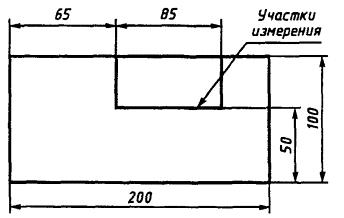
Черт. 2
2.2.8.Вертикальное увеличение профилографа (Vn) вычисляют,исходя из предполагаемого значения высот неровностей и ширины диаграммнойленты, на которой будет записана профилограмма, по формуле
 (3)
(3)
где В - ширина диаграммной ленты, мм;
Н - ожидаемаявысота (глубина) наибольших неровностей, мкм.
Горизонтальноеувеличение профилографа (Vh) принимаютравным от 1 до 10.
(Измененнаяредакция, Изм. № 1).
2.2.9.Профилограф настраивают для работы с выбранным вертикальным и горизонтальнымувеличением.
2.3. Проведение измерений
2.3.1. Измерениепроводят на образцах в сухом состоянии и (или) подготовленных в соответствии сп. 2.2.4.
Измерение навыдержанных в воде образцах проводят не позднее чем через 15 мин после изъятияих из воды.
2.3.2.Подлежащий контролю образец помещают на предметном столике или под накладнойголовкой профилографа так, чтобы направление записи профиля соответствовалозаданному (п. 2.2.7).
2.3.3.Устанавливают датчик на контролируемой поверхности образца и производят записьпрофиля поверхности. При этом направление профиля не должно отклоняться отнаправления перемещения ленты более чем на 30°. Профилограмма должна бытьполучена для участков контролируемой поверхности, суммарная длина которых более85 мм.
При примененииприборов менее 85 мм запись профиля поверхности выполняют несколько раз так,чтобы каждая последующая запись являлась продолжением предыдущей и находиласьна одной с ней прямой.
(Измененнаяредакция, Изм. № 1).
2.4. Обработка результатов
2.4.1. На полученных профилограммах выбирают участки отсчета вколичестве по п. 2.2.5 и длиной (Lh),вычисляемой по формуле
Lh=lVh, (4)
где Vh - горизонтальное увеличение профилографа;
l - базовая длина (по ГОСТ7016-82).
2.4.2. Дляопределения параметра Rm на каждомучастке отсчета проводят параллельно общему направлению перемещения ленты линиинаибольших выступов и впадин и измеряют расстояние между ними (черт. 3).
Черт. 3
(Измененнаяредакция, Изм. № 1).
2.4.3. Параметршероховатости (Rmij) в микрометрахпо каждому из участков отсчета профилограммы вычисляют по формуле
 (5)
(5)
где Хij - расстояние между линиями выступов и впадин, измеренное металлическойлинейкой, мм;
Vn - вертикальноеувеличение профилографа;
i - номер участка измерения на образце;
j - номер образца.
2.4.4. Среднеезначение параметра шероховатости (Rm) в микрометрах для контролируемойповерхности вычисляют по формуле
 (6)
(6)
где n - количество образцов;
m - количество участков отсчета, выбранныхна образце.
2.4.5. Дляопределения параметра Rz на каждом участке отсчета проводят базовую линиюпараллельно общему направлению перемещения диаграммной ленты, эквидистантнойсредней линии, и не пересекающую профиль (черт. 4).
l - базовая длина; hmaxi - расстояние от высшей точки i-го наибольшего выступа до линии,эквидистантной средней и не пересекающей профиль; hmin i - расстояние от низшей точки i-й наибольшей впадины до линии,эквидистантной средней и не пересекающей профиль; Szi - шаг i-й неровности по впадинам; m' - средняя линия профиля
Черт. 4
2.4.4, 2.4.5. (Измененнаяредакция, Изм. № 1).
2.4.6. Дляопределения параметра Rz линейкой измеряют пять максимальных hmax и пять минимальных hmin отклонений профиля от базовой линии впределах выбранного участка.
Параметр (Rxij) в микрометрах каждого из участков,выбранных в соответствии с п. 2.4.1,вычисляют по формуле
 (7)
(7)
где hmax ij, hmin ij - соответственно максимальное иминимальное отклонения профиля от базовой линии, мм;
Vn - вертикальноеувеличение профилографа;
i - номер участка отсчета;
j - номер образца.
Результатыизмерений и расчетов заносят в журнал наблюдений (приложение 5).
2.4.7. Среднеезначение параметра (Rz) в микрометрах дляконтролируемой поверхности вычисляют по формуле
 (8)
(8)
где n - количество образцов;
m - количество участков отсчета, выбранных на образце.
(Измененнаяредакция, Изм. № 1).
2.4.8. Параметр(Rz) в микрометрах для поверхности,обработанной фрезерованием, допускается вычислять по формуле
![]() (9)
(9)
где l - длина волны, вычисляемая как среднее арифметическое суммы длинволн на участке 100-150, мм;
r - радиус окружности, описываемой фрезой, определяемыйштангенциркулем, мм.
2.4.9. Параметр Sz определяют по характерным неровностямдля данного материала и способа обработки. Измерения производят на выбранном всоответствии с п. 2.4.1 участкепрофилограммы следующим образом. Измеряют линейкой шаги неровностей по впадинамSzkij в миллиметрах(см. черт. 4). Параметр (Szij) в миллиметрах вычисляют по формуле
 (10)
(10)
где k - номер шага неровностей на участке;
М - число шаговнеровностей по впадинам на участке;
Vh - горизонтальное увеличениепрофилографа.
Результатыизмерений и расчетов заносят в журнал наблюдений (приложение 2).
2.4.10. Среднеезначение параметра (Sz) в миллиметрах для контролируемойповерхности вычисляют по формуле
 (11)
(11)
где n - количество образцов;
m - количество участков отсчета, выбранных на образце.
(Измененнаяредакция, Изм. № 1).
2.4.11. При проведениинаучно-исследовательских работ или поверке образцов шероховатости отклоненияпараметров Rm, Rz, Sz от средних значений D(Rm), D(Rz) и D(Sz) определяют в соответствии с приложением 7.
2.5. При применениипрофилометров с автоматическим расчетом параметров Rm и Rz операции по п. 2.4 не выполняют; за результатпринимают показания профилометра.
(Введендополнительно, Изм. № 1).
3. МЕТОД ОПРЕДЕЛЕНИЯ ПАРАМЕТРА Ra
3.1. Аппаратура
Профилометры поГОСТ 19300-86, позволяющие выполнять измерения неровностей от 10 до 1000 мкм.
(Измененнаяредакция, Изм. № 1).
3.2. Подготовка к измерениям
3.2.1. Размерыобразцов должны быть выбраны в соответствии с п. 2.2.2. Количество участков, на которых должны бытьвыполнены измерения, а также направление перемещения датчика определяют всоответствии с пп. 2.2.3, 2.2.5-2.2.7.
3.2.2. Числовоезначение базовой длины выбирают по ГОСТ7016-82. Отсечку шага устанавливают равной базовой длине.
3.3. Проведение измерений
Отсчет значенийпараметра производят по шкале показывающего прибора. Результаты отсчетазначения параметра Raij заносят вжурнал (приложение 6).
3.4. Обработка результатов
3.4.1. Среднеезначение параметра (Ra) в микрометрах для контролируемой поверхности вычисляютпо формуле
 (12)
(12)
где n - количество образцов;
m - количество участков отсчета, выбранныхна образце.
3.4.2. Припроведении научно-исследовательских работ или поверке образцов шероховатостиотклонений параметра Ra от среднего значения D(Ra) определяют в соответствии с приложением 7.
4. МЕТОД КОНТРОЛЯ ШЕРОХОВАТОСТИ ПО ОБРАЗЦАМШЕРОХОВАТОСТИ
4.1. Образцышероховатости применяют для контроля шероховатости поверхности деталей той жеформы, породы древесины, обработанных тем же методом.
4.2. Контрольосуществляют путем визуального сравнения шероховатости поверхности обработаннойдетали с шероховатостью поверхности образца шероховатости.
4.3. Длясравнения контролируемую деталь и образец шероховатости располагают так, чтобыих поверхности были равномерно освещены рассеянным светом.
4.4.Освещенность деталей не должна быть менее 150 лк.
4.5. Детали иобразцы шероховатости должны располагаться между контролером и источникомсвета.
4.6. Сравнениешероховатости поверхности обеих деталей осуществляют так, чтобы угол междунаправлением визирования и перпендикуляром к поверхности был не менее 60°.
4.7. Образцышероховатости должны иметь шероховатость поверхности в соответствии с НТД наданный вид продукции.
4.8. Образцышероховатости должны иметь размеры поверхности 300´200 мм. Длинаобразцов шероховатости в виде брусков - 300 мм. Допускаемые отклонения размеровобразцов не должны превышать ±3 мм.
4.9. Поверкашероховатости поверхности образцов шероховатости должна проводиться базовымиили отраслевыми лабораториями, а также самими предприятиями по одному илинескольким параметрам по ГОСТ7016-82.
4.10. Образцышероховатости необходимо снабжать ярлыком, на котором указывают:
- вид обработки,назначение изделия и породу древесины;
- значениепараметра шероховатости с указанием отклонений;
- датуутверждения и срок действия;
- подпись лица,утверждающего образец;
- подписируководителя технического контроля и лица, проводившего измерения.
Размеры ярлыкане должны превышать 100´70 мм.
4.11. Срокдействия образцов шероховатости устанавливает руководитель техническогоконтроля. Поверку образцов шероховатости выполняют не реже одного раза в год.
4.12. Напредприятии должно быть не менее двух комплектов образцов шероховатости. Первыйкомплект находится непосредственно на рабочем месте, второй - хранится в отделетехнического контроля или в производственной лаборатории.
4.13. Образцышероховатости хранят в упаковке, предотвращающей попадание пыли и влаги наповерхность образцов.
(Введендополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 2*
Рекомендуемое
ФОРМА ЖУРНАЛА
записи результатов измерений по определению параметра шероховатости поверхностиRmmax с помощью оптических приборов
| Вид изделия __________________________ Материалы, порода древесины __________ Способ обработки _____________________ Прибор (марка) _______________________ Объектив (марка) _____________________ Цена деления барабана окулярного микрометра 5/N ______________________ | |||||||
| Номер измерения | Показание окулярного микрометра в делениях шкалы | Разность показаний окулярного микрометра S в делениях шкалы | Значение параметра Hmaxi, мкм | Значение параметров Rmmax, мкм | Отклонение от среднего значения Rmmax, мкм | ||
| начальное S1i | конечное S2i | ||||||
« ____ » ___________ 19 ____ г __________________________________
подпись
*ПРИЛОЖЕНИЕ 1. (Исключено, Изм. №1).
ПРИЛОЖЕНИЕ 3
Рекомендуемое
ФОРМА ЖУРНАЛА
записи результатов измерений по определению параметра шероховатости Rmmax индикаторным глубиномером
| Вид изделия, детали | Марка индикатора | Цена деления индикатора | Номер измерения | Значение параметра Hmaxi, мкм | Значение параметров Rmmax, мкм | Отклонение от среднего значения Rmmax, мкм | |
| « ____ » ___________ 19 ____ г | __________________________________ | ||||||
| подпись | |||||||
ПРИЛОЖЕНИЕ 5*
Рекомендуемое
ФОРМА ЖУРНАЛА
записи результатов измерений по определению параметров шероховатости Rm, Rz, Sz с помощью контактного профилографа с графической регистрациейпрофиля
| Вид изделия _________________________ Материал, порода древесины ___________ _____________________________________ Способ обработки ____________________ Прибор (марка) _______________________ Увеличение при записи Vh _____________ Vn _____________ | |||||||||||||||
| Направление перемещения датчика по отношению к направлению следов обработки | Аналитическая неровность (учитывается, не учитывается) | Базовая длина l, мм | Номер участка измерения | Номер измерения на участке | Результат измерения | Значение параметра на участке | Значение параметра на контролируемой поверхности | Отклонение от среднего значения Rm или Rz, мкм | |||||||
| шаг Sz, мм | |||||||||||||||
| hmax или Xi | hmin | hmax | hmin | Rmij или Rzij мкм | Szij мм | Rmij или Rzij мкм | Szij мм | ||||||||
| « ____ » ___________ 19 ____ г | __________________________________ | ||||||||||||||
| подпись | |||||||||||||||
*ПРИЛОЖЕНИЕ 4. (Исключено, Изм.№1).
ПРИЛОЖЕНИЕ 6
Рекомендуемое
ФОРМАЖУРНАЛА
записи результатов измеренийпо определению параметра шероховатости Ra с помощью профилометра
| Вид изделия _________________________ Материал, порода древесины ___________ ____________________________________ Прибор (марка) ______________________ | |||||
| Направление перемещения датчика по отношению к направлению следов обработки | Базовая длина, мм | Номер участка измерения | Значение параметра Raij, на участке, мкм | Значение параметра Ra на контролируемой поверхности, мкм | Отклонение от среднего значения Ra, мкм |
|
|
|
||||
| « ____ » ___________ 19 ____ г | __________________________________ | ||||
| подпись | |||||
ПРИЛОЖЕНИЕ 7
Обязательное
ОПРЕДЕЛЕНИЕОТКЛОНЕНИЯ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ ОТ СРЕДНЕГО ЗНАЧЕНИЯ
Отклонениепараметра шероховатости (Rmmax) придоверительной вероятности P=0,95 вмикрометрах вычисляют по формуле
где tS - коэффициент Стьюдента;
DС.И - погрешностьприменяемого для измерения неровностей средства измерений, мкм;
S(Rmmax) - среднееквадратическое отклонение результата измерения i-й неровности от параметра Rmmax, мкм, вычисленное по формуле
где Hmax i , Rmmax, n - параметры, определенные в соответствии с разд. 1.
Отклонениепараметра Rm от среднего значения придоверительной вероятности Р=0,95 в микрометрах вычисляют по формуле

где Dпр n - погрешность профилографа при установленном вертикальномувеличении, мкм;
Dизм - погрешностьизмерения неровностей на профилограмме, мм;
S(Rm) - среднее квадратическое отклонениерезультата измерения параметра Rm, мкм,вычисленное по формуле
где Rmij, n, m - параметры, определенные в соответствии с разд. 2.
Отклоненияпараметра Sz от среднегозначения при доверительной вероятности Р=0,95 в миллиметрах вычисляют поформуле
где Dпр1 - погрешность горизонтального увеличения профилографа, мм;
Dизм - погрешностьизмерения шага неровности, мм;
S(Sz) - среднее квадратическоеотклонение результата измерения параметра Sz, вычисленное по формуле
где Sz, Szij, n, m - параметры,определенные в соответствии с разд. 2.
Отклоненияпараметров Rz, Ra от среднего значения вычисляют аналогично вычислениюотклонения параметра Rm.
Значениякоэффициента Стьюдента приведены в таблице.
Значениякоэффициента Стьюдента для уровня значимости 0,95
| Число степеней свободы | Коэффициент Стьюдента |
| Менее 10 | 2,50 |
| 10 | 2,23 |
| 15 | 2,13 |
(Измененнаяредакция, Изм. № 1).
СОДЕРЖАНИЕ
1. Метод определения параметра Rmmax
2. Метод определения параметров Rm, Rz, Sz
3. Метод определения параметра Ra
4. Метод контроля шероховатости по образцам шероховатости
Приложение 2 Форма журнала записи результатов измерений по определению параметра шероховатости поверхности Rmmax с помощью оптических приборов
Приложение 3 Форма журнала записи результатов измерений по определению параметра шероховатости Rmmax индикаторным глубиномером
Приложение 5 Форма журнала записи результатов измерений по определению параметров шероховатости Rm, Rz, Sz с помощью контактного профилографа с графической регистрацией профиля
Приложение 6 Форма журнала записи результатов измерений по определению параметра шероховатости Ra с помощью профилометра
Приложение 7 Определение отклонения параметров шероховатости от среднего значения